PR三次元測定機データベース
COLUMN
COLUMN
2024.09.03
2024.09.03

INDEX目次
三次元測定機とは、三次元の座標値を取得することで、対象物の寸法などを測る測定機です。この三次元測定機にはさまざまな種類がありますが、大きく「接触型」と「非接触型」に分類されます。三次元測定機は部品や製品などの正確な三次元座標から寸法や角度などを測定する装置であり、従来のハンドツールでは難しい複雑な対象物も計測できるため、製造業や品質管理には無くてはならないツールです。中でも非接触型は、対象に触れずに測定ができるため、注目されています。
本記事では、三次元測定機の精度評価規格や測定精度、測定誤差を防ぐ方法について詳しく解説します。

三次元測定機の測定精度を評価する規格が存在しており、国際標準規格のISOでは「10360シリーズ」、日本産業規格のJISでは「B7440シリーズ」と定められています。
これらの規格は座標測定機の性能評価を目的としているため、プローブを用いた距離測定を参考にしています。具体的には、光学式センサーの位置精度を国際規格標準に追跡可能な標準器の球間距離を測定し、繰り返し精度を評価することによって、測定機自体の精度を算出し評価する方式です。
繰り返し精度とは一般に、1台の測定器で同一の条件下・対象物に定点を繰り返し測定したときの値のばらつきのことを指します。このばらつきが小さいほど繰り返し精度が高く、安定して高い精度での測定が可能です。なお、非接触型の測定器の繰り返し精度の場合は、センサヘッドとワークの両方が完全静止した状態での値のばらつきを示しています。

他の測定機では測定が困難な複雑な項目を高精度に測定できる三次元測定機ですが、ここでは非接触型三次元測定器を使用するメリットとデメリットについて紹介します。 なお、三次元測定機のメリット・デメリットを詳しく知りたい方は、こちらの記事も合わせてご参照ください。
非接触型三次元測定機の大きなメリットは、対象物に触れずに測定ができる点です。接触型三次元測定機の場合、測定の際に対象物に小さな傷をつける可能性があり、特に精度が求められる場合には問題となってしまいますが、非接触式ではその心配がありません。また、非接触型三次元測定機は同じ場所で何度も測定ができるため、測定後の加工や製品としての利用、加工前後の差分解析も可能で、測定のスピードも速い点が特徴的です。
他にも非接触型三次元測定機は、レーザーや特徴パターンの光を用いて三次元座標や寸法を測定し、プローブが物理的に接触しないため柔らかい素材や曲面の多い対象物も容易に測定できます。部品や製品の全体形状をデジタルツインとしてデータ化も可能なため、3D CADデータとの比較により設計通りかどうかを確認できます。
以前は粗さの測定時にノイズの大きさが目立っていた非接触型三次元測定機ですが、昨今ではレンズの精度やセンサー能力の向上などの技術進歩により精度が向上し、接触型よりも自由度の高い非接触型が選ばれるケースが増えています。
精度が向上し広く使われるようになってきている非接触型三次元測定機ですが、いくつかのデメリットもあります。まず、鏡面や光沢のあるもの、黒色のものは測定ができない点です。そのため、これらの特性を持つ対象物の測定はできません。
また、高速で生産される製品を連続的に測定するには向いていない点も挙げられます。非接触型の3Dスキャンタイプでは複数回のスキャニングが必要となるため、検査の早さを求められる状況での使用には適していません。
他にも、三次元測定機全般に言えることですが、測定対象物の大きさに応じた機器を選定する必要があります。大型で高精度な機器になるほど導入コストが高くなり、同時に広いスペースが必要です。特に大型の対象物に対応する非接触型三次元測定機の場合、導入に数千万円を要することもあるため、導入前にこれらの要素を検討する必要があります。また、測定精度を保つためには機器のメンテナンスも必須で、設置環境の温度変化が測定に影響を与えるため、温度管理が可能な設置場所の確保も欠かせません。

三次元測定機での測定には、測定結果を正確に評価するための方法が存在します。ここでは、信頼性を客観的に評価する尺度である「測定の不確かさ」と「性能評価方法」について解説します。
測定の不確かさ測定結果の信頼性を客観的に評価する尺度として、「測定の不確かさ」があります。JIS規格では、測定機の検査結果や製品の測定結果を仕様と照らし合わせる際に、この不確かさを考慮することが求められています。 しかし、三次元測定機によって測定する際に測定の不確かさを推定することは、決して容易ではありません。
そもそも測定の不確かさは、測定機本体の性能、測定方法(測定点の配置やプローブの種類など)、環境条件(温度や湿度など)、測定
対象物(形状、材質など)などの様々な要因が互いに影響し合うため、算出が複雑です。さらに三次元測定機の場合、測定方法によって不確かさが大きく変化します。例えば円を測定する場合、測定点の数や配置を変えるだけで、不確かさの計算方法が大きく変わります。そのため、三次元測定機における測定の不確かさは、一般的な評価方法の確立が困難な状況にあるのです。
三次元測定機の性能評価として、JIS「B7440シリーズ」があります。これは2003年に改訂発行され、2013年および2022年に一部の規格が改正されています。
具体的な項目と規格番号、発行時期は下図の通りです。
| 名称 | 規格番号(JIS) | 発行時期 |
| 用語 | B7440-1 | 2003年3月 |
| 長さ測定 | B7440-2 | 2013年10月(改訂) |
| ロータリーテーブル付三次元測定機 | B7440-3 | 2003年3月 |
| シングルおよびマルチスタイラス測定 | B7440-5 | 2022年10月(改訂) |
| ソフトウェア検査 | B7440-6 | 2004年3月 |

三次元測定機に誤差が生じる原因は様々です。例えば、現場で発生するオイルミストやその他の粉塵などからの影響や環境の温度変化、プローブの汚れや摩耗測定機のコンディションなどです。これらの要因から生じる影響は微々たるものであるため、実用中に明瞭な誤差として発生することは多くありません。しかし、プログラムで繰り返し測定が大量に行われる検査においては、ごくわずかな誤差が大きな影響につながる可能性があります。また、測定の誤差となる要因を改善せずに放置してしまうと、三次元測定機の故障につながる可能性もあるため、注意が必要です。
三次元測定機の測定精度を保つためには、環境整備と定期的なメンテナンスが欠かせません。三次元測定機は熱膨張や振動の影響を受けやすいため、温度・湿度を一定に保つ地盤の安定した測定室での使用が望ましいです。門型やブリッジ型、アーム型などの可動部のある測定機に関しては、定期的な清掃や注油が必要です。特に接触型測定機では、プルーブの変形や接触子の摩耗が測定誤差を引き起こすため、測定するたびにキャリブレーションを行う必要があります。 他にも、高精度な測定のためには専門知識とスキルが必要不可欠です。これらを身に付けるには、一定期間トレーニングを行う必要があります。効率的に習得するのであれば、測定機メーカーが主催する研修プログラムの受講がおすすめです。
三次元測定機の校正作業とは、計測器の精度・機能・動作を確認するための作業を指します。校正はあくまでも計測器の現状を把握するものであり、精度や機能の向上、故障防止のためのものではありません。計測器の修理やメンテナンスとは異なり、校正は計測器の状態を定期的に確認することが目的です。定期的な校正により計測器の状態を推測し、前回と今回のデータを比較することで、計測器が適切に機能しているかどうかを確認できます。校正によって製品の品質保証にもつながるため、三次元測定機を使用する際には必須の作業です。
測定したい対象や精度要求に合わせて、適切な三次元測定機を選択することが重要です。近年は技術開発によって非接触三次元測定機の精度が向上しており、ますます高精度な測定が可能になってきています。 しかし、非接触型三次元測定機の測定精度は様々な要素によって決まるため、測定誤差が生じる原因や測定精度を保つ方法を理解し、適切に測定ができる環境を整えることも重要です。
RECOMMENDED COLUMNその他おすすめコラム
PICK UP
三次元測定機メーカー3社(※)が提供している、据置型・ポータブル型・大型測定対象物測定機・ショップフロア向け三次元測定機などの製品を調査し、先進の三次元測定機を選出しました。ここではその中から、様々なニーズに合わせて分かりやすく、「高精度・高効率な三次元測定機」「手頃な価格帯の三次元測定機」「省スペース・手軽な三次元測定機」の3つのタイプに分けて比較・解説していきます。 ※Googleで「三次元測定機 メーカー」と検索し、表示される三次元測定機メーカーを3社選出しました。(2024年2月調査時点)
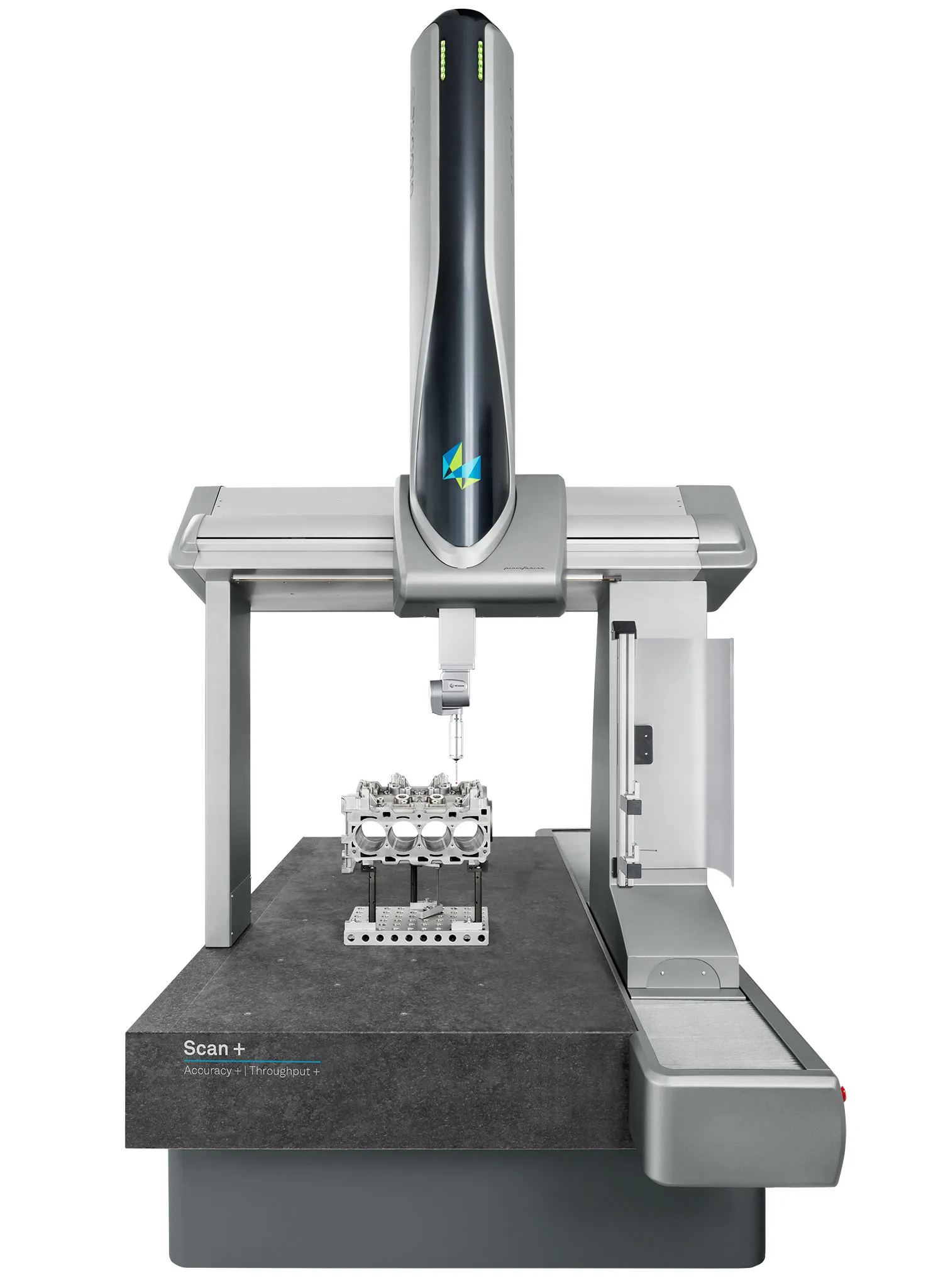
Hexagon
引用:https://hexagon.com/ja/products/global-scan?accordId=FD8B3F002EF44CF188B456FAE10B03E4
接触と非接触を両立した最新鋭のセンサー技術で、計測の効率化と高精度を実現
センサー
自社製の接触式センサーとレーザー・カメラ・白色光などの非接触センサーが魅力
精度
スタンダード:1.5 + L/333
ACCURACY仕様:1.2 + L/350
ISO準拠
回転ヘッド
7.5°/5°/2.5°ピッチから選択可能な自社製自動回転ヘッドなど豊富なバリエーション
設置環境
測定室環境
ソフトウェア
PC-DMIS

CADオフラインティーチング(デジタルツイン)に対応した世界標準のPC-DMISソフトウェアを標準搭載
イタリア有数の高級デザイン会社による洗練されたプロダクトデザイン
Shineテクノロジーを搭載した高精度ラインレーザーHP-L-10.10を採用
【選出理由】Global Sは「三次元測定機」を調査した中で、HPL10.10が使用可能な汎用性の高さ、かつ、グローバルマーケットをリードする製品であったため。
ミツトヨ

引用:https://www.mitutoyo.co.jp/products/measuring-machines/cmm/standard/191-121/
日本での高いマーケットシェアを誇るエントリークラスの三次元測定機
センサー
実績豊富なレニショー製のセンサーや自社製非接触センサー
精度
ISOに準拠。精度1.7+3L/1000(07.10.06サイズ)
回転ヘッド
実績豊富なレニショー製7.5°ピッチの自動回転ヘッドが主力
設置環境
測定室環境
ソフトウェア
MCOSMOS
簡易粗さ計測に対応したセンサー提供可能
芯だし顕微鏡オプションの提供が可能
日本では老舗の有名メーカー
【選出理由】CRYSTA-Apexは調査した中で、国内のマーケットをリードし、かつ、汎用性・精度のバランスが優れている製品であったため。
東京精密
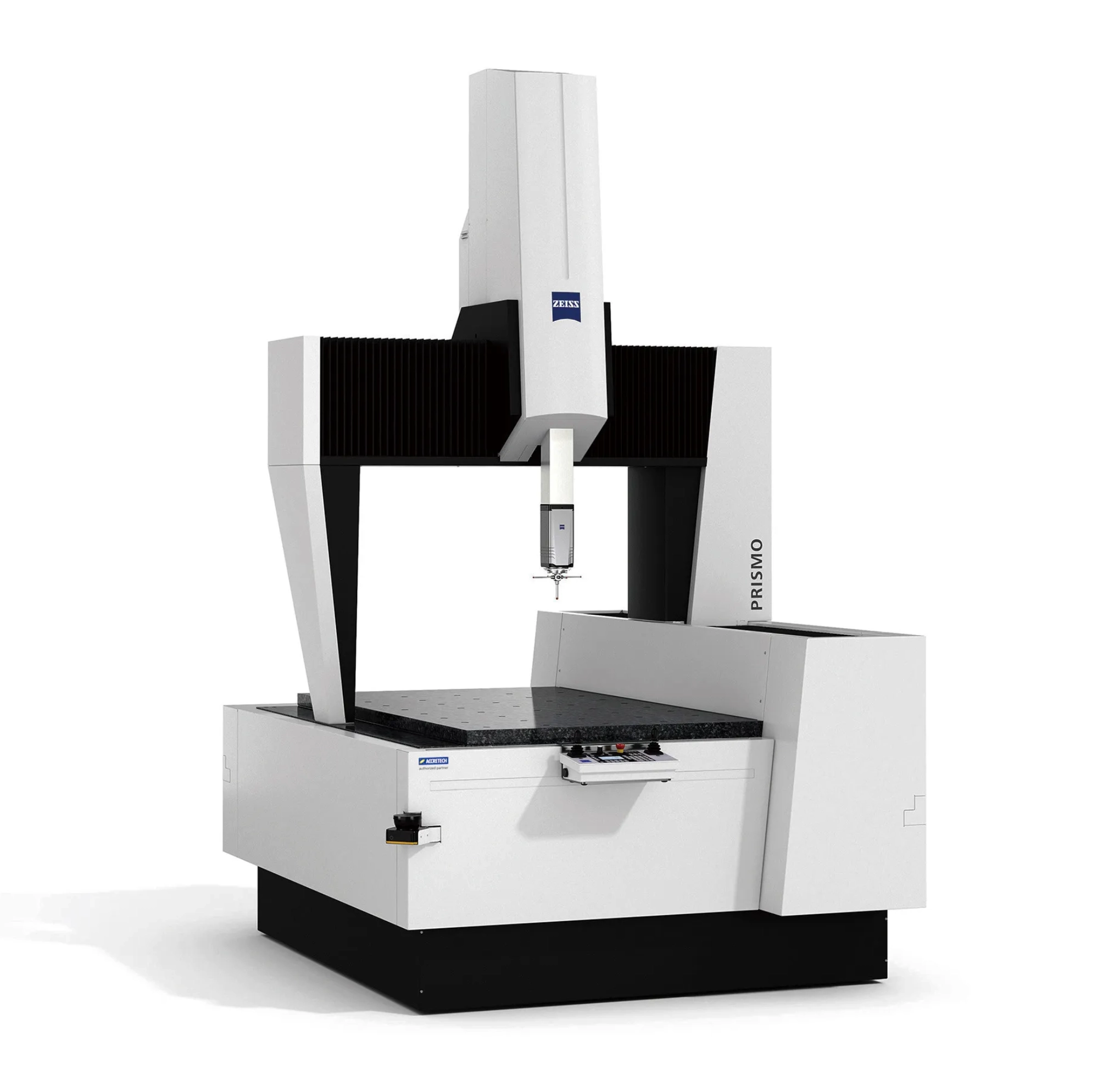
引用:https://www.accretech.com/jp/product/measuring/system/cmm/zeiss_prismo.html
カールツァイスブランド
安定した測定精度を誇る三次元測定機
センサー
ラインレーザー方式 最大取得点数256.000
精度
±1.6+L/350 (回転ヘッドの場合)
回転ヘッド
2.5°ピッチの自社ヘッドを搭載
測定室環境
どこでも可能
ソフトウェア
ZEISS CALYPSO
【選出理由】調査した中でカールツァイスブランドの安定した測定精度が優れていたため。
Global S Scan+
Hexagon
ミツトヨ
PRISMO
東京精密